在化工、造船、航空等工业部门中,广泛应用1Crl8Ni9Ti不锈钢导管,其连接采用火馅钎焊,不但接头质量高、强度好,而且由于钎焊时基本金属不熔化,比用熔焊时容易保证管子内壁的尺寸。在钎焊时
不锈钢工程施工中必须做到以下几点:
① 钎料和熔剂的选择:为保证1Cr18Ni9Ti不锈钢管钎焊接头在高温下具有足够的强度和一定的塑性,钎焊可选用HL-4铜镍基钎料。这种钎料不但在室温和较高温度下具有很高的强度,而且在660℃以下时钎料的热安定性与lCr18Ni9Ti不锈钢大致相同。同时,钎料的塑性比较好,焊缝不易产生裂纹。
由于HL-4钎料的熔点较高(1080~1100℃),所以钎焊时可选用200号,20l号熔剂或熔融的硼砂作熔剂。熔剂中加入氟化钙可以提高熔剂的活性和流动性。
② 接头形式:钎焊采用套接形式,如图所示。
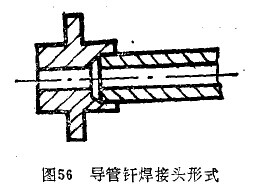
导管插入接头套管内一般为5~8毫米,单面最大配合间隙通常不超过2毫米。
③钎焊工艺:采用氧-乙炔焰(或空气-汽油等气体的混合物燃烧时形成的火焰)加热金属。选用l~2号焊嘴,火焰为中性焰。钎焊时,用火焰的外焰加温,注意温度不易过高,防止过热,产生晶间腐蚀。
④焊后应应8小时内将工件放入8~12%硫酸氢钾溶液中清洗,除去焊缝表面残留的熔剂和熔渣。







