筒体采用不锈钢板卷成圆筒。接头采用对接焊缝。焊接采用氩弧焊;焊缝经射线探伤、轧平处理和煤油渗漏试验。整个筒体在
不锈钢工程施工过程中要进行滚压加工,以统一筒体外径。外表面须经抛光处理,以确保表面的光滑。
(1)焊接线能量 焊接线能量就焊接过程中,单位长度的焊缝或接头上所得到的焊接热量,典型焊接规范下的焊接线能量见表6-l。
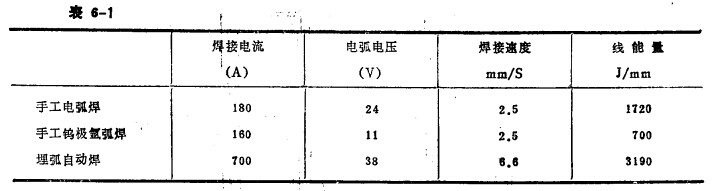
从上表可知氩弧焊的焊接线能量为手工电弧焊的2/5,埋弧自动焊的1/4。
(2)焊接线能量对接头组织和性能的影响 a、对焊缝组织和性能的影响。
小的线能量可以得到细小的组织。为了改善焊缝金属的塑性韧性,减小性能的不均匀程度,提高焊缝金属的抗裂性能,则要求焊缝具有细小的组织和偏折程度小而分散。因此要采用较小的线能量。
b、对过热区性能的影响
线能量越大,高温停留时间就越长,过热区越宽,过热现象越严重,晶粒也越粗大,因而塑性和韧性下降越严重,焊接变形也就越大。因此应尽量采用较小的线能量。
c、对热应变区的影响。
小的线能量,可以减小焊接应力,减小热影响区的热塑性应变量。
烘筒筒体,由于壁厚很薄,而加工精度(圆度、直径偏差、表面光滑程度等)要求又很高,这就要求焊缝组织细小、小的过热区、小的焊接变形和小的焊接应力等。由于氩弧焊的焊接线能量较小,能够较好的满足这些方面的要求,所以烘筒体的焊接要采用氨弧焊。







