不锈钢零件的钎焊,广泛采用在真空或保护气氛中钎焊,其中在干燥氢气气氛炉中钎焊用于连续性的批量生产,可获得较高的生产效率。
图8-10所示
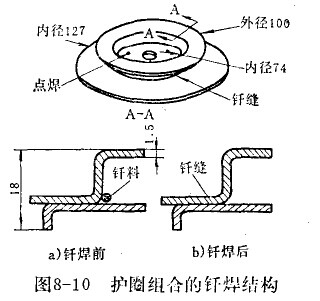
的镍铬奥氏体型不锈钢(Crl8Ni11Nb)护圈组合,用料316银钎料在干燥氢气气氛炉中进行钎焊。选择料316钎料比其它熔点较低的银钎料更合适,因为料316的熔点较高(720~860℃),钎焊温度可选择到920℃。在炉温超过870℃后,干燥的氢气具有较高的还原性,使在不锈钢上不用钎剂便可得到满意的润湿性。还应指出,若钎焊温度较低或氢气露点较高(水分较多),则需要要配合钎剂使用,钎料才具有较好的润湿性。
在
不锈钢工程钎焊施工前,零件用蒸汽脱脂,装配时用外径定位,分别在相隔90℃的四个位置点焊,这样可不另作夹具固定。用直径Φ1.2皂米的丝状钎料绕成一圈放置在接头外缘。装配好的工件水平放置在干燥氢气炉的传送带上。
钎焊在连续传送的干燥氢气炉内进行。钎焊炉的功率为60千瓦,加热室的尺寸为高150毫米,宽300毫米,长1000毫米。炉温980℃。氢气露点:进气-77℃,出气-57℃。氢气流量1000升/小时。
传送带速度9米/小时。工件在钎焊温度(920土5℃)下的时间约5分仲,然后从加热室进至冷却室在氢气气氛中冷至室温。生产效率120件/小时。
钎焊后,检查护圈组合钎缝,要求外表100%g形成同角(填角钎缝)及通过气密性检查。







