吐哈油田220万方气体处理装置非标设备中有—台主体材质为SUS304,直径2400mm,板厚6mm,总长7500mm的低温卧式放空分液罐。
要求对接焊缝的余高不得大于1mm,设备的A、B类焊缝应进行100%射线探伤检查,达到“JB4730-94”二级为合格。工期要求也很紧,用常规的手工电弧焊接难以按工期高质量地完成这台产品。权衡各方面的条件,决定采用埋弧自动焊加胀圈,反面水冷的工艺方法。
一、焊丝、焊剂的选用
经母材SUS304取样复验.它的屈服强度为470MPa抗拉强度为720MPa,化学成分分析如下表:(%)

根据以上数据,决定采用焊丝HoCr20Nil07i,焊剂采用HJ260。
焊丝的化学成分复验如下:(%)

二、焊前准备
考虑到不锈钢焊接变形较大,在大直径拘束条件较小的情况下焊接变形会更严重。焊前采用6#槽钢,滚成外径与容器内径相同的槽钢圈,槽钢圈的精度一定要控制好,槽钢圈接头部分采用加减丝连接。
使用时旋转螺杆,使槽钢圈外圆与容器内壁紧密贴合,把容器撑圆,起到钢性固定的作用。一道焊缝焊完后,松掉螺丝,再把槽钢圈移至下道焊缝, 上紧螺丝。消除焊缝及坡口的油污和杂物,焊前采用氧-乙炊火焰烤干焊缝湿气。
焊接工艺参数
1、焊接设备
ZXG-1000R 硅整流器、NXI-1000 控制箱、NZI-1000 小车式机头
2、焊接坡口形式(mm)
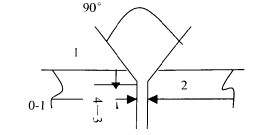
3、焊接工艺参数m

在
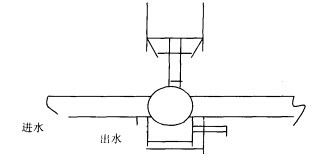
不锈钢工程施工的焊接过程中采用循环冷却水冷却焊缝,达到使其减少变形的作用,如图示:
第一遍焊完后采用碳弧气刨清根,再用角向磨光机把清出部位打出银出色,除去渗碳层,清根深度2~3采用H0Cr20Ni10Ti HJ260 Φ4mm碳棒。
四、焊后检验
外观检验
焊缝宽度12~14mm,焊缝余高除接头外稍高,经局部打磨达到要求,其余部分均0~1mm之间,无咬边,表面气孔等缺陷,焊缝外观经检验符合有关标准。
容器整体在焊接后焊缝外无明显凹陷,经厂质检及市政劳动部门的联合检查,容器的几何尺寸及偏差均在GB150规定的允许范阁之内。
射线探伤
简体的对接焊缝,按照“JB4730-94”标准进行射线探伤,共拍片184张,其中二级以上合格片159张, 三级片15张,四级片10张,需返修片7张,一次合格率达到96%以上。
返修全部分为气孔,估计为焊前清理不好或者是水冷时,冷却水进入焊缝间隙导致。采用磨光机清理,手工电弧焊补焊,—次性合格,无未透、夹渣等缺陷,证明焊接规范是合理的。
焊接试板机械性能如图所示:

组织分析
1)母材组织
孪晶奥氏体+沿加工变形方向分布的条状铁素体
2)焊缝组织
奥氏体+σ-铁素体。
1、采用V型坡口埋弧自动焊加胀圈,反面水冷工艺焊接的大直径薄板不锈钢容器的质量得到了有利的控制与保证。焊缝外观质量有有明显提高.焊接变形控制在允许范围之内。
2、减化了序,减轻部分劳动强度,提高了生产率, 节约了大量
不锈钢工程施工中的焊接成本。







