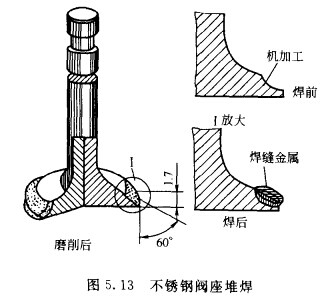
由0Crl8Ni12Mo2Ti及0Crl8Ni9Ti铬镍奥氏体不锈钢制成的阀座,是发动机上重要的零件之一,其工作条件十分复杂苛刻。为此,要求制成阀座的材料在常温和高温下都具有足够的硬度、耐磨性和和耐蚀性能。采用单一材料制成的所谓整体阀座,不可能满足上述各项性能要求。因此,在设计和维修中均规定需在阀座面(见图5.13)
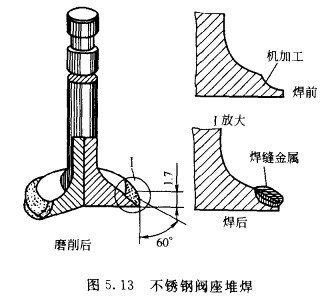
上进行氧乙炔火焰堆焊。
阀座面氧-乙炔火焰堆焊工艺方法的操作要点如下:
①堆焊焊丝选用钴基合金焊丝HS111或HSll2。
②堆焊前,彻底消除母材表面的污物及焊丝表面的脏物,然后在车床上加工出需要堆焊的阀座表面,如图5.13所示。
③采用焊炬将阀座表面预热至600~650℃,然后在表面撤覆上一层C101堆焊溶剂。
④必要时先用1Crl9Ni9Nb焊丝堆焊过渡层。在
不锈钢工程施工堆焊时焊丝作上下运动,一边划破熔池,一边填充焊丝,并使焊丝端头和焊接熔池均置于碳化焰的保护之中(见图5.14)

。焊接速度要快些,以使过渡层应尽量薄,过渡层堆好后,用火焰重熔一遍,若发现存在气孔,可适当加大氧气流量重熔,待气孔消除后,再调回碳化焰施焊。







