核容器与石油加氢裂化容器不锈钢堆焊层的组织粗大,结晶方向性强。采用超声检测堆焊层内的缺陷与层下裂纹时,会出现较大的衰减与噪声干扰。反之,采用涡流检测比较成功,特别是
不锈钢工程施工上检测8mm厚堆焊层与合金钢母材间的裂纹效果更好。
用调幅方式的多频涡流是基于低频成分能渗透到较大深度的原理。试验表明,频率为50kHz、280kHz与600kHz的高频绝对线跑探头,能较好地检测表面裂纹、表面轮廓与堆焊层内的铁素体含量。选择频率为500Hz、2800Hz与5000Hz的低频绝对线圈探头,可测量堆焊层的厚度。选用频率500Hz、2800Hz与5000Hz的低频绝对发射-差动接收双线圈探头,则能检测出堆焊层内缺陷、堆焊层与母材间的平面剥离和堆焊层下裂纹。经过优化的信号由融合算法可以分离与抑制堆焊层粗糙表面引起的提离信号与奥氏体堆焊层内局部铁素体含量变化引起的干扰信号。
右图
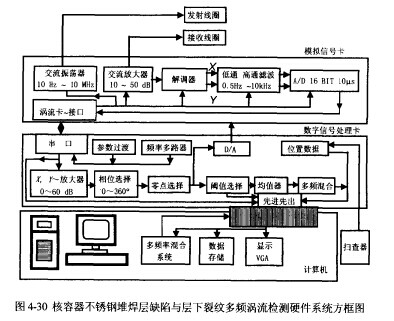
给出了一个典型的多频涡流检测硬件系统方框图。它具有单频或多频与线圈通道(4通道)的选择功能。提供频率范围达10Hz~10MHz,相位选择范围0°~360°,最大增益达110dB。0.5Hz~10kHz的低通与高通滤波系统可分为42挡进行分组调节。该系统采用16位模数转换器(A/D)可提供高精度数字信号,通过串口与计算机通信。
系统的软件具有消除噪声、抑制线圈提离与铁素体含量等因素的干扰以及确定涡流信号性质等功能。采用非线性函数展开方式,按照最小平方吻合原理进行回归分析,对密集的和单独的涡流信号都可提取有关缺陷尺寸的信息,以确定缺陷尺寸与分布。
此外,还可以管理检测参数的校准与标定,滤波系数的计算与在线信号融合分析以及缺陷的投影显示等功能。







